
偏心半球阀是为解决溶液与矿浆等两相混合流介质输送的技术难题而研发的,它为化工、石油、燃气及冶金等工业部门解决溶液工艺流程中因易沉淀、易结垢的溶液析出而影响流程的问题提供了可靠的控制。在石化工业生产中,冲蚀和磨损是所有阀门零部件失效的主要形式,并且此类问题往往与腐蚀同时存在,是影响阀门寿命的重要因素。
往往通过阀门结构设计、关键零部件的热处理、堆焊硬质合金等工艺来提高半球阀使用寿命、耐磨损和耐腐蚀性,但仍不能满足特殊工况条件下的使用要求。如果通过超音速火焰喷涂技术处理半球阀,在阀门内部表面形成均匀致密的结合层,涂层硬度高,耐磨耐蚀性好,有很好的力学性能,可以很好的改善阀门的使用性能。本文中主要介绍超音速热喷涂采用Cr3C2-NiCr复合粉为原料喷涂半球阀的应用研究。
2.喷涂工作原理和结构组成
HVOF(HighVelocityOxygenFuel)超音速火焰喷涂技术是zui的热喷涂技术之一。它使用高压氧气和燃料(气体燃料或空煤油),在特殊喷枪内部燃烧形成高温高压速度(6倍音速以上)燃气流,将由送粉系统输送到喷枪的粉末以超音速喷向阀门工件表面,沉积形成致密、均匀、低氧化物含量的高硬度、高结合力涂层,广泛应用于各种高耐磨要求的环境。
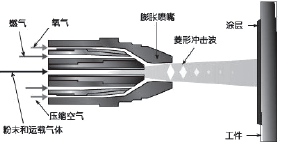
喷涂装置如图1所示,
利用丙烷为燃料,利用氧气和压缩空气为助燃剂,在燃烧室点燃,剧烈膨胀的气体受到喷嘴的约束形成超音速高温火焰流,粉末沿燃烧室轴心由惰性气体(氮气)送入,
经过加热与加速而喷出,高速喷向工作表面形成均匀致密的涂层。焰流是否达到超音速可通过观察火焰中是否存在马赫锥来判断,当焰流达到超音速时,焰流的速度可以达到2~5马赫,超音速火焰喷涂系统组成如图2所示。

图1 超音速喷涂装置

图2 超音速火焰喷涂系统
3.Cr3C2-NiCr喷涂的技术特性和材料特性
(1)超音速火焰喷涂技术特点如附表所示。
(2)复合粉的主要性能和典型应用Cr3C2-NiCr粉由两种不同性能的组分构成。其中NiCr合金具有良好的耐热耐蚀性,常用的成分是80%Ni-20%Cr。Cr-C系有Cr3C2,Cr7C3和Cr23C6三种化合物,熔化温度分别为1810℃,1726℃和1575℃。
超音速火焰喷涂技术特点
其中Cr3C2是zui常见与zui重要的一种。这些碳化铬所具有的特点是在金属碳化物中抗氧化能力zui强,在空气中只有在1100~1400℃才开始显著氧化。在高温条件下依然保持相当高的硬度。Cr3C2还具有很强的耐蚀性和耐磨性,在稀硫酸溶液中是1Crl8Ni9Ti不锈钢耐蚀性的30倍,而在蒸汽中则是Co-WC合金的50倍。用NiCr-Cr3C2喷涂电厂锅炉炉管,管壁磨损量由1.5~2.0mm/a减少到0.03mm/a,使其工作寿命延长至七年以上。通常用NiCr作为耐热合金粘结相与Cr3C2硬质相近热喷涂形成涂层,就构成了优良的抗高温耐磨材料。
采用HVOF或等离子喷涂工艺,使NiCr合金与Cr3C2陶瓷能有充分的条件形成均质的金属陶瓷涂层,这种涂层在高温条件下具有耐磨损、耐冲蚀、气蚀和微振等功能,同时也抗高温气体(即使是含S气体)腐蚀及高温氧化等特性。典型的应用是:阀门、燃煤锅炉炉管(电厂、造纸厂)、冶金退火炉辊、液压机阀门、燃杆芯轴、风档、内喷嘴支撑,泵套、热碎辊、活塞导轨、拨叉、压气机气密封、伸缩接头、水轮机喷嘴及假造工具等。
4.超音速喷涂的工艺特征
偏心半球阀超音速喷涂技术的基本工艺流程主要有:表面处理及喷砂→工件检查→喷涂(磨削加工)等3大步骤,下面详细介绍各个工艺流程。
(1)表面处理和喷砂 为了把工件表面的锈皮等一切污物清除,并在工件表面建立起十分重要的基础(即通常所谓的毛面),喷涂前的半球阀喷涂零部件,必须经过表面清洁处理和喷砂粗化处理。而且根据半球阀零部件材料不同,可以通过调换不同磨料,达到不同程度的表面粗糙度,大大提高工件与复合粉的结合力,使粘接件粘接更牢固,质量更好。
(2)工件检查喷砂后工件检查的主要工作是常规检查外观、裂纹铸造缺陷,密封面处是zui关键的部位,有些存在裂纹和拉毛严重的问题,需要对裂纹和坑包进行修复,使其表面光整。
(3)喷涂氧气和加热后的液态燃料通过混合系统在高压下输入燃气室燃烧产生高压气流,气流通过拉瓦尔型喷嘴膨胀,加速到2000m/s左右,粉末在N2的输送下注入气流中,该气流将粉末粒子加热并加速到二次喷嘴,以便于粒子携带较多能量冲击到阀门零部件的表面基材上。超音速喷涂并不熔化粉末而仅仅是将其软化,使粒子氧化和分解在涂层内降至zui低温度。经过连续几次喷涂后,结合强度大、孔隙率低、硬度高的涂层厚度达到0.2~0.3mm,经喷涂加工后的半球阀阀座零件如图3所示。喷涂后根据工况需要,选择合适的封孔剂。
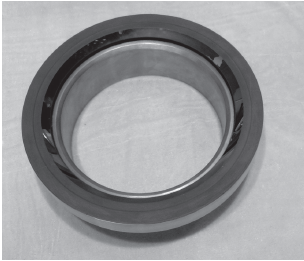
图3 喷涂加工后阀座
5.结语
将超音速热喷涂技术应用在半球阀领域,能够达到偏心半球阀所要求的涂层厚度、硬度、表面粗糙度及腐蚀性和耐磨性的要求。通过选择Cr3C2-NiCr复合粉制造出满足不同要求的涂层,根据中州铝厂和化工企业反馈的信息,使用超音速喷涂技术进行喷涂处理的“鸿宇牌”半球阀在氧化铝料浆和强酸等介质中的使用寿命提高了5倍左右。根据现场反馈的情况,采用超音速热喷涂Cr3C2-NiCr复合粉的技术是可行的,并且市场前景非常宽广。

© 永嘉鸿宇阀门有限公司 版权所有 备案号:浙ICP备14017381号-3 技术支持:环保在线 GoogleSitemap 总访问量:466381 管理登陆